欢迎来到普罗迈斯精密机械(苏州)有限公司【官方网站】


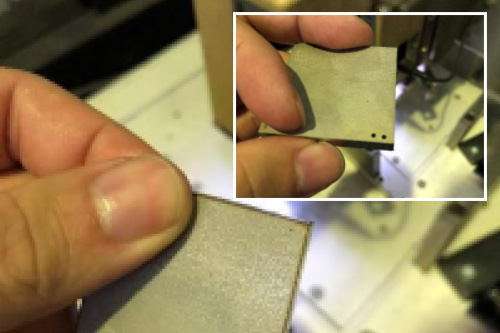
在其他使用条件下(例如在工具和模具制造中),这种穿透识别技术也有很多好处。设备操作人员可以无需考虑电极磨损问题。他只负责在材料、电极直径和加工策略之间做出合理选择即可。其他方面均由智能控制系统在瞬间完成。生产企业则追求不断提高生产的效率、灵活性和合理性。投入使用适应性强的生产设备不仅可以取得良好的经济效益,同时,在与当今低制造成...
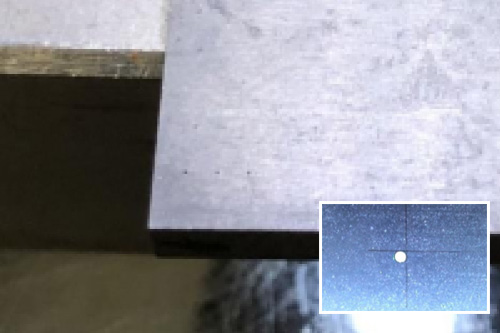
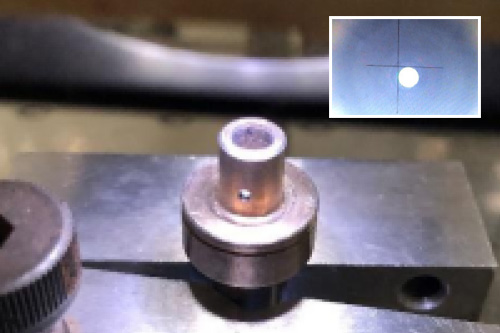
不同的加工工艺会对电极磨损程度产生不同的影响,因此,很难对电蚀深度进行可重复的精确的控制。此外,在电蚀过程中电火花工艺也会发生变化,因此,在电蚀轴线上即使再继续推进2~3mm的话,也会需要与100mm钻孔本身所需一样长的时间。这又会影响到孔的直径精度和电极在锥度和同圆度上的外形尺寸。 在对叶片上的大倾角出入孔进行加工时,采用穿透识别系统可...

在涡轮叶片上的叶片气膜孔以极大的倾角对冷却通风出入口进行小孔加工与传统的穿孔工艺相比,数控电火花穿孔机加工的优点非常明显。传统加工工艺在1mm以下等级上会出现问题,在0.1~3.0mm(特殊情况下至10mm)的直径范围内,机械穿孔完全由数控电火花穿孔机所替代。其好处是极大节省时间和费用,这是因为诸如刀具破裂、刀具钝化和刀具修磨等现象就不会再出现...

数控系统的电火花数控穿孔机的控制系统可以与机器人或测量系统、部件的可视化数据收集系统或条形码扫描仪等设备相对接,由于采用了客户专用的系统接口,因此可以被纳入到生产线、与上级管理系统的数据交换和远程维护等体系里。

经过多年的研发,现成功地研发出一种不受电极损耗影响而可达到对电极贯穿程度的探测和通过机床电控单元来影响电火花加工深度和特征的系统不同的加工工艺会对电极磨损程度产生不同的影响,因此,很难对电蚀深度进行可重复的精确的控制。此外,在电蚀过程中电火花工艺也会发生变化,因此,在电蚀轴线上即使再继续推进2~3mm的话,也会需要与100mm钻孔本身所需...

为提供更优质的服务,我们的服务网络已分布全国40多个大中城市,各办事处均有专业的售前售后服务人员,为客户提供实时、快捷、称心的服务。
产品更远销至德国、英国、日本、印度、巴西、泰国、越南、马来西亚、哈萨克斯坦以及南非等国!
* 各地地方售后服务人员可以点击图标查看


细孔放电机也叫电火花穿孔机、打孔机、小孔机,细孔放电机也是电火花机的一种,它关键用以开洞生产加工,便是在磨具上打个孔。其原理是运用...


在穿孔机开洞时,生产加工速度比原先慢的缘故。一般火花放电穿孔机出現这类状况绝大多数是压力不够导致的,最先要检查一下离心水泵上的气压...
有限公司")
有限公司")